An oil and gas procurement engineer in Abu Dhabi recently shared a common technical headache. A set of valve bodies arrived from the shop floor looking perfect, but they failed immediately during assembly because thread roots seized and critical tolerances drifted. The problem wasn’t a machining error; it was a failure in the plating specification. Choosing between electroless nickel plating vs electrolytic nickel plating determines whether your parts stay reliable or fail early in tough conditions.
The two main methods you will encounter in industrial surface finishing are electroless nickel plating vs electrolytic nickel plating. They sound similar, and both deposit nickel to protect metal. However, any experienced engineer will tell you that confusing between the two is an expensive mistake.
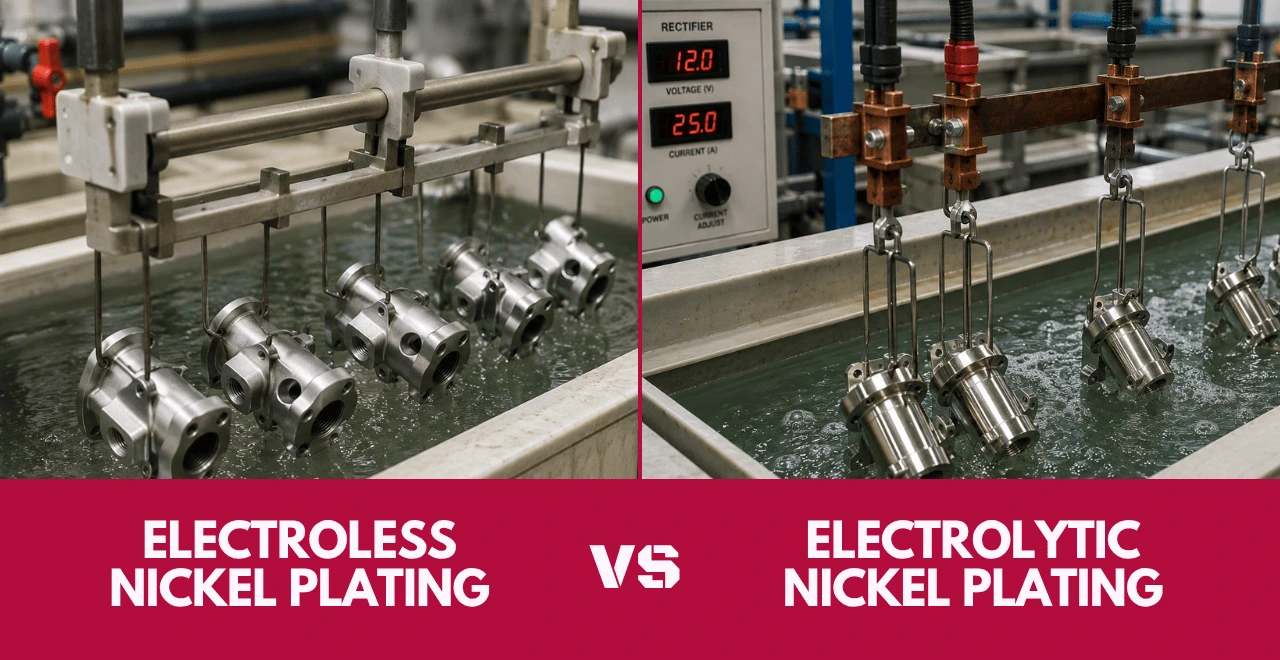
Electroless nickel plating (ENP) uses a chemical reaction to deposit nickel without specifically needing electricity. Electrolytic nickel plating runs a current through a solution to drive metal onto the part. This mechanical difference creates two coating systems that act very differently during production and in the field.
Accurate Edge’s guide explains both processes, covering chemistry, performance, industry applications, and the common specification mistakes seen on shop floors across the Gulf.
What Is Electroless Nickel Plating and How Does ENP Work?

ENP is a chemical deposition process. Since there is no power supply, anode, or cathode, nickel ions in the plating bath are reduced directly onto the substrate through an autocatalytic reaction. Essentially, the coating drives itself once the process starts.
The chemistry depends on a reducing agent which provides the electrons needed to turn dissolved nickel ions into solid metallic nickel on the part surface. Once that first nickel layer forms, it becomes catalytic, which means the reaction keeps going on its own. The bath maintains the process as long as the chemistry is carefully managed and replenished.
The Chemistry Behind ENP (No Electricity Needed)
The reaction runs at temperatures with a bath pH for standard acid baths. Nickel and phosphorus deposit together, and this co-deposition is the main goal. The phosphorus content is what really controls how the part performs, including its hardness, corrosion resistance, magnetic behaviour, and how it handles heat.
The absence of external current ensures the reaction happens uniformly everywhere the bath contacts the part. Blind holes, thread roots, internal bores, and recessed features receive a uniform deposit. This is why ENP is the primary choice for complex geometries where electrolytic plating has physical limits.
When people ask about electroless nickel plating benefits, the phosphorus grade is the key. Specifying ENP without defining the phosphorus content is like ordering steel without specifying the grade.
What Is Electrolytic Nickel Plating and How Does It Work?
The electrolytic nickel plating process is older and more common. It requires a DC power supply, a nickel anode, and a conductive part acting as the cathode, all submerged in an electrolyte solution. Current flows, nickel ions migrate to the surface, and the metal deposits. The anode dissolves to replenish the bath.
Deposition rate and distribution depend on current density. The catch is that current density is never uniform across a real part. Edges and raised features pull more current and build up faster, while recesses, holes, and shielded surfaces get less and plate thinner.
Side-by-Side Comparison: ENP vs Electrolytic Nickel Plating
| Feature | Electroless Nickel (ENP) | Electrolytic Nickel |
| Power Source | Chemical reaction — no electricity | External electric current |
| Coating Uniformity | Uniform (±0.00001″) | Non-uniform (edges 30–50% thicker) |
| Corrosion Resistance | Superior — especially high-P grades | Good, not as consistent |
| As-Plated Hardness | 49–63 Rc | 50+ Rc (Type II sulphamate) |
| Post-Heat Hardness | Up to 69–70 Rc | Not significantly enhanced |
| Substrate Types | Conductive + non-conductive | Conductive metals only |
| Complex Geometries | Excellent — threads, bores, blind holes | Limited — line-of-sight only |
| Cost | Higher per batch | Lower per part at volume |
| Production Volume | Batch process, slower throughput | Faster, high-volume capable |
| Post-Plate Machining | Often eliminated | Often required to correct buildup |
When Should You Choose ENP Over Electrolytic? (And Vice Versa)
The table above tells you what each process does. This section is about translating that into the actual decision.
Choose ENP When:
- The part has internal threads, bores, or complex shapes that need a truly uniform coat.
- Dimensional tolerances are tight and post-plate rework is not a viable option
- The service environment involves salt, humidity, acids, or chemical processing media
- You need both wear and corrosion resistance, particularly if you can use heat treatment to boost hardness.
- The substrate is non-conductive or geometrically unsuitable for racking in an electrolytic tank
- The part is a critical component like a valve or sensor where any coating failure would be a major problem.
Choose Electrolytic Nickel When:
- The part has a simple shape, such as flat surfaces or basic rounds, with no hidden areas.
- Production volumes are high and unit cost is the dominant variable
- A decorative, mirror-bright finish is required and corrosion performance is secondary
- Line-of-sight coverage on a conductive substrate is sufficient for the application
- The service environment is mild and dimensional precision across the full part is not critical
The nickel plating methods comparison is not about which process is superior in the abstract. It is about which one matches your part’s geometry and service requirements.
Industries in the UAE That Use Both and Why They Pick One Over the Other
The UAE’s industrial base spans oil and gas, power generation, defence, and aerospace. Each sector has clear preferences based on what actually holds up in service.
Oil and Gas Components: Valves, Actuators, Downhole Tools
In subsea and downhole environments, the comparison between high-P ENP and electrolytic nickel usually ends with ENP as the winner. Valves handling sour gas, actuator stems exposed to seawater, and tools facing heavy mechanical loads need the specific protection that high-phosphorus ENP provides.
NACE MR0175/ISO 15156 includes requirements and considerations for certain electroless nickel coatings used in sour service applications. UAE operators working ADNOC-aligned specifications routinely mandate high-P ENP on carbon steel valve internals specifically because it provides a corrosion barrier that does not compromise the dimensional accuracy required for valve sealing.
Electrolytic nickel does appear in oil and gas, but in different roles: structural hardware, tubing connectors, and above-ground assemblies where geometry is uncomplicated and cost pressure matters more than maximum corrosion protection depth.
General Engineering and Industrial Equipment
Pump housings, gearbox internals, hydraulic cylinder rods, and precision tooling in UAE manufacturing facilities predominantly use mid-phosphorus ENP when both protection and dimensional accuracy are in the specification. Electrolytic nickel handles decorative fasteners, sheet metal assemblies, and bracket work where volume and finish matter more than coating uniformity.
There is also a move away from hard chrome in local aerospace and defence work. While environmental regulations like REACH and RoHS play a role, heat-treated ENP now offers similar hardness with better corrosion protection, especially on complex parts that chrome cannot coat evenly.
FAQs: Questions People Actually Ask About ENP vs Electrolytic Nickel
Electroless nickel plating is stronger than electrolytic?
ENP typically outperforms electrolytic nickel in corrosion resistance, uniformity, and post-heat hardness. High-P ENP offers superior corrosion protection. With heat treatment, low-P ENP can reach 68–70 Rc, exceeding standard electrolytic deposits, though some sulphamate electrolytic formulations can match as-plated hardness.
Can electroless nickel plating be applied to non-metals?
Yes. Because ENP is a chemical (autocatalytic) process rather than an electrical one, it deposits on non-conductive substrates like plastics, ceramics, glass, and composites. This makes it essential for electronics, medical devices, and automotive sensors.
What is the difference between ENP and hard chrome?
While hard chrome (electrolytic chromium) has long been the standard for wear resistance (70+ Rc), heat-treated ENP achieves comparable hardness (68–70 Rc) with better corrosion resistance and superior uniformity on complex geometries. Regulatory pressure on hexavalent chromium is also driving a shift toward ENP in aerospace and defense.
For a detailed breakdown, read our full guide: Electroless Nickel Plating vs Hard Chrome
Does electrolytic nickel plating rust?
Nickel itself does not rust, but electrolytic deposits are often crystalline and porous, which can allow moisture to penetrate to the underlying steel, causing substrate failure (blistering and flaking). High-phosphorus ENP’s amorphous, pore-resistant structure is significantly more effective at preventing this.
How thick is a typical electroless nickel coating?
Industrial specifications range from 12–50 microns, though applications can span 5–75 microns. ENP’s primary advantage is uniformity; it maintains constant thickness across the entire part, including recesses and threads, whereas electrolytic nickel tends to build up heavily on edges and thin out in bores.
Which nickel plating is better for oil and gas parts?
For components with complex geometries, corrosive media (H₂S, CO₂, chloride), and tight tolerances, high-phosphorus ENP is the industry standard and aligns with NACE requirements. Electrolytic nickel is suitable only for simpler, above-ground hardware with moderate corrosion exposure. Always verify against specific NACE or asset integrity standards.
ENP or Electrolytic: Know Before You Plate
The electroless nickel plating vs electrolytic nickel plating decision isn’t a ranking. There is no universally better option. You simply need the choice that matches your part geometry, service environment, tolerances, and budget.
ENP earns its higher cost when the part has complex geometry, tight tolerances, a corrosive service environment, or a requirement for wear resistance alongside corrosion protection. The cost premium frequently disappears when you factor in eliminated post-plate machining, reduced rework rates, and longer service life before coating failure.
Electrolytic nickel is the right choice for simple geometry, high production volumes, decorative finish requirements, and applications where a good level of corrosion protection on a conductive substrate is sufficient. It is a different product for a different set of requirements, not a lesser one.
If you are specifying nickel plating for oil and gas components, precision engineering, or industrial equipment in the UAE and want documented phosphorus content, thickness certification, and full quality traceability on every batch, Accurate Edge provides industrial ENP plating services in Dubai with the process control and certification that critical applications require.



