Picture this. A procurement manager sends the same engineering drawing to three machining shops. Two come back quoting CNC turning. One quotes CNC milling. All three prices are different. All three lead times are different. Nobody is wrong on purpose. They are just reading the same drawing through different lenses, and at least one of them is reading it incorrectly.
This happens more often than people in this industry want to admit. And the moment the wrong process gets locked in at the quoting stage, you end up paying for parts that are over-engineered, late, or both. We have seen it dozens of times at our facility in Dubai Investment Park.
So let us break this down the right way.
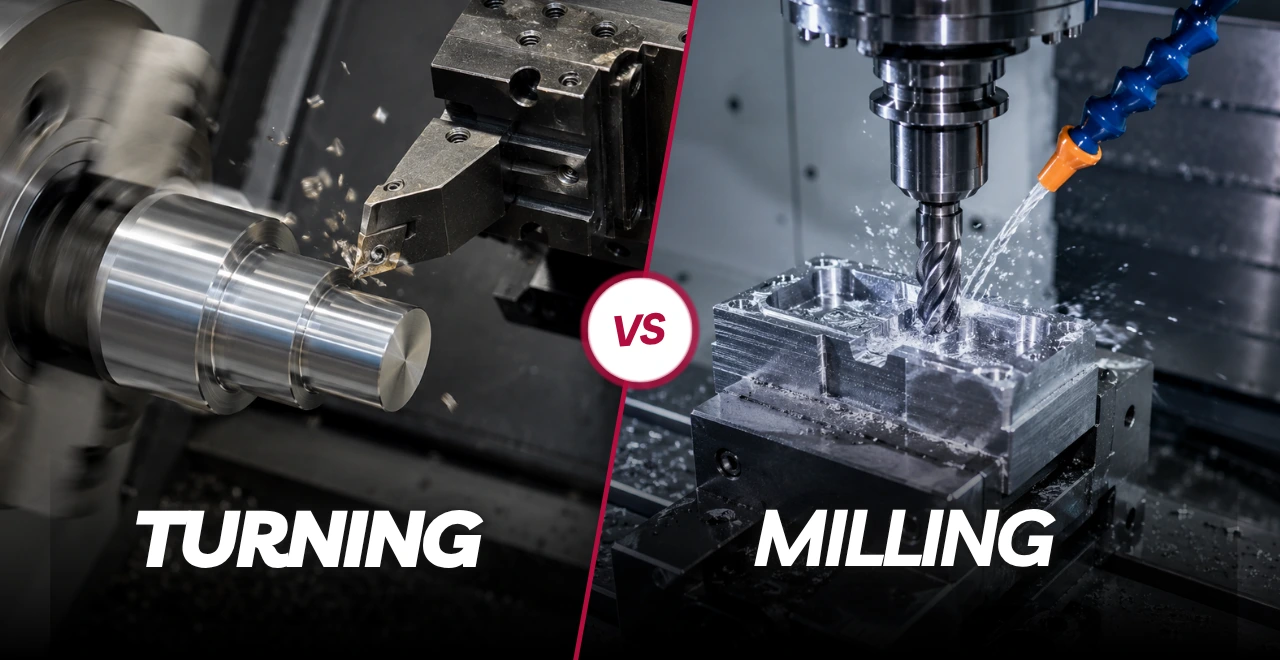
CNC turning is a process where the workpiece spins and a stationary cutting tool removes material. It is built for round, cylindrical, and symmetrical geometry.
CNC milling flips that around. The cutting tool rotates while the workpiece stays fixed on a table. That setup is built for flat surfaces, pockets, slots, contoured profiles, and complex shapes.
Quick Answer: The CNC turning vs milling decision starts with one question: what shape is the part? Round and symmetric? Turn it. Flat faces, pockets, irregular geometry? Mill it. Need both? Mill-turn. Do not send it to two separate shops.
By the end of this guide, you will know exactly which process fits your part, why the decision matters more than most buyers realise, and what questions to ask before you send out a single RFQ.
What Is CNC Turning and How Does It Work?
CNC turning is one of the most reliable and cost-efficient processes in a precision machining facility. When it is matched to the right part geometry, there is very little that beats it on speed or consistency.
The Lathe in Action: Workpiece Spins, Tool Stays
On a CNC lathe, the raw bar stock or billet gets clamped into a chuck and spun at high RPM. A single-point cutting tool moves in on the X and Z axes and shaves off material with every pass. What comes out is perfectly round, concentric, and repeatable from the first part to the five hundredth.
The CNC turning process is naturally suited to outer diameters, inner diameters, tapers, grooves, threads, chamfers, and bores. All of those features are produced in one continuous motion. On a bar-fed CNC lathe set up correctly on repeat work, cycle times are fast and scrap rates stay low.
What Parts Actually Come Off a CNC Lathe?
Here are the parts that come out of a CNC turning centre in the UAE on a regular basis:
- Shafts and spindles for pumps and rotating equipment
- Threaded fittings and couplings for pipeline systems
- Valve stems, bushings, and spacers
- Drill string components and downhole tool bodies
- Nozzles, pins, and bearing seats
In the UAE oil and gas sector, the majority of round pressure-containing and rotating components are turned. From wellhead fittings to pump shaft sleeves, turning is the backbone of that supply chain and has been for decades.
What Is CNC Milling and How Does It Work?
Where the CNC turning process handles round geometry, milling handles everything that turning cannot. The flexibility is real. So is the added cost and time that comes with it.
Tool Spins, Workpiece Stays: Why That Changes Everything
On a CNC milling machine, a rotating multi-flute cutter approaches the stationary, clamped workpiece from multiple directions. That is what makes the CNC milling process so versatile. Flat faces, angled surfaces, deep pockets, through slots, contoured profiles, intersecting bores. You can produce all of those in a single setup.
The difference from turning is important to understand. Turning is a continuous cut. Milling is an interrupted cut. Each flute of the cutter engages and leaves the material with every revolution. That means higher cutting forces, more heat management, more vibration, and more careful toolpath planning. But it also means you can machine shapes that a rotating workpiece could never allow.
3-Axis, 4-Axis, 5-Axis: Do You Actually Need More Axes?
Most standard milling runs on 3-axis machines. The table moves in X and Y, the spindle moves in Z. Flat plates, pockets on one face, drilled hole patterns. That is the daily bread of most milling shops.
The 4-axis adds a rotary axis, usually around the X. The machine can index the part and cut features on multiple sides without manual re-clamping. Good for parts with opposing or angled faces.
5-axis is where precision machining gets genuinely serious. The cutting tool can reach the workpiece from virtually any direction. Multiple setups collapse into one. Fixturing errors disappear. In the UAE, 5-axis milling is used on aerospace and defence components where tolerance stack-up across multiple clampings is simply not acceptable.
More axes means more machine capability. It also means longer programming time and higher setup cost. The axis count should match the part, not the shop’s marketing.
CNC Turning vs Milling: Side-by-Side Breakdown
Here is a direct CNC turning vs CNC milling comparison across every factor that matters:
| Factor | CNC Turning | CNC Milling |
| How it works | Workpiece rotates, tool is fixed | Tool rotates, workpiece is fixed |
| Best for | Cylindrical, round, symmetrical parts | Complex profiles, pockets, flat faces |
| Typical parts | Shafts, pins, couplings, threads, bushings | Brackets, housings, manifolds, flanges |
| Axes | 2-axis standard; live tooling optional | 3, 4, or 5-axis |
| Material removal | Continuous, fast on round stock | Interrupted, flexible on any shape |
| Tolerances | ±0.001″ on round features | ±0.001″ to ±0.0001″ on complex features |
| Surface finish | Excellent on cylindrical surfaces | Excellent on flat and sculpted surfaces |
| Setup complexity | Lower for symmetric parts | Higher for multi-face parts |
| Cost (general) | Lower for high-volume round parts | Higher for complex or low-volume parts |
| Best industries | Oil and gas, automotive, industrial | Aerospace, defence, medical, tooling |
CNC Turning vs Milling: The Differences That Actually Affect Your Quote
This is the section worth reading twice. When you are evaluating CNC turning vs milling differences for a real part, these are the four things that actually move the needle on cost and quality.
Geometry: The One Factor That Decides Before Anything Else
Round cross-section, consistent along its length? Shaft, pin, coupling, nozzle? Turning. The machine was built for that geometry and will produce it more efficiently than milling ever could.
Flat face, pocket, slot, feature on a non-rotating workpiece? Milling. Full stop.
The classic mistake is quoting a simple shaft for milling because someone on the buying side assumed milling means higher precision. It does not mean that. It means the tool rotates instead of the workpiece. For a shaft, that is the wrong setup entirely.
Rule of thumb: part described as “mostly round” gets turned. Part described as “a block with features” gets milled.
Tolerances and Surface Finish: Which Holds Tighter?
Both processes hold tight tolerances. The difference is which features each one holds them on.
CNC turning excels on roundness, concentricity, and cylindricity. A well-set-up lathe running the right tooling on steel holds diameters to ±0.01mm routinely. Surface finish to Ra 0.8 or better is standard, not special.
CNC milling excels on flatness, hole position, and profile geometry. A quality 5-axis centre holds positional tolerances to ±0.005mm on complex multi-face work.
Neither process is universally more precise than the other. Each one is precise on its own feature types. Forcing the wrong process onto the wrong geometry will cost you on both quality and price.
Speed and Cycle Time: Which Gets Parts Out Faster?
On round parts, turning is faster. No debate. The continuous cut removes material quickly, and bar-fed lathes running on repeat programs produce high volumes with very little operator time per part.
Milling is slower per part because of the interrupted cut, more complex toolpaths, and usually more setups. A milled housing that needs machining on four faces may require multiple clampings. Each one adds time and a potential source of dimensional error if not managed carefully.
For 500 identical valve couplings per quarter, turning is faster and cheaper. For a complex one-off housing with pockets and bores on multiple faces, milling is the only answer regardless of speed.
Setup Complexity and Programming: Simpler Is Not Always Cheaper
Turning programs for symmetric parts are straightforward. Profile, diameter, thread, done. Setup times are short. On repeat orders, the lathe operator can be running parts within minutes.
Milling programs for 4 and 5-axis work are a different situation entirely. CAM programming, fixture design, toolpath simulation before the first chip. Complex parts can take hours of programming time before the spindle turns. That cost is real and it lands directly in your quote.
The nuance: the setup investment in milling often eliminates the need for secondary operations. That can actually make the total cost competitive when you count everything, not just the machine rate.
Real Situations Where Buyers Get This Wrong
These are actual questions that engineers and procurement teams in the UAE bring to shops like ours before every RFQ. Not hypothetical. Real.
“My Part Is Mostly Round But Has a Couple of Flat Features. What Now?”
This is the exact scenario that live tooling and mill-turn centres were designed for. A live tooling lathe has a secondary powered spindle in the turret. It can drive end mills and drills while the part is still chucked. Turn the cylindrical body, then mill the flat, the slot, or the cross-hole. All in one setup. No re-clamping. No second shop.
The alternative is turning it at one facility and sending it out for milling. That means two lead times, two quality checks, two invoices, and two opportunities for clamping-induced positional errors. For precision or high-volume work, that is a real operational problem.
At Accurate Edge Manufacturing & Coating LLC, in-house mill-turn means that kind of part goes from raw bar to finished inspected component without leaving the building.
“We Need 500 Identical Valve Bodies Every Quarter. Turning or Milling?”
Volume alone does not answer this. Geometry does.
If those valve bodies are round with threaded ends and a simple bore, 500 per quarter is a turning job all day long. If they are block-shaped with complex internal cavities and multiple ported faces, they will be milled regardless of quantity.
What volume does affect is setup cost per unit. For 500 parts, the amortised programming and fixture cost is low. For 5 parts of the same complexity, it is proportionally much higher. When issuing an RFQ, always give the vendor your annual volume and batch size alongside the drawing. It changes the quote significantly.
“The Drawing Says ±0.005mm Tolerance. Which Process Can Hold That?”
Both can, on the right feature.
±0.005mm on a cylindrical diameter is a precision turning requirement. It needs the right tooling, a stable thermal environment, and proper in-process measurement. ±0.005mm on the position of a hole pattern across a milled face requires a quality machining centre and typically CMM verification.
Ask your vendor directly: “Do you have in-process gauging, and when did you last run a capability study on this tolerance class?” A shop that does this work regularly will have a straight answer ready.
“We Have a Repeat Order Coming Every Quarter. Should We Lock In One Process?”
Yes. Lock it in at the first article, not after three batches.
The process selection determines the fixture design, the tooling, the CNC program, and the inspection plan. If you change process on batch four because a cheaper shop came in with a lower unit price, you are paying to redo all of that. The savings disappear before the parts even ship.
For repeat orders, first-article approval on a defined process followed by a long-term arrangement with the shop that holds your tooling is the right structure. Unit price on batch one is higher. By batch five it is considerably lower, and quality is consistent because the process has not changed.
When to Use CNC Turning, Milling, or Both: Decision Framework
This is how milling vs turning which to choose gets decided when our engineers review a drawing at Accurate Edge:
Choose CNC Turning When:
- Part is round, cylindrical, or axially symmetric
- Features include OD/ID, threads, tapers, or grooves
- High-volume production is required
- Parts: couplings, shafts, spacers, nozzles, pins, valve stems, fittings
Choose CNC Milling When:
- Part has flat surfaces, pockets, slots, or complex profiles
- Features are required on multiple faces
- Low volume, prototype, or first-article work
- Parts: housings, manifolds, brackets, plates, tooling bodies, flanges
Choose Mill-Turn When:
- Part has both cylindrical features and complex face work
- Re-fixturing would introduce tolerance stack-up
- Tight tolerances must be maintained across both turned and milled features
- Single point of contact and single lead time are required, which is critical in the UAE on oil and gas delivery schedules
How UAE Industries Use Both Processes in Practice
The UAE’s industrial base is built around oil and gas, marine, and defence. The parts these sectors produce are not catalogue items. They carry API certification, ASME tolerances, and surface treatment requirements that go on top of the machining.
Downhole and Surface Equipment: Where Turning Dominates
Drill string couplings, pump shaft sleeves, valve stems, choke inserts. All turned components. High volume, round stock, tight OD and ID tolerances, threaded ends sealing under thousands of PSI.
The CNC lathe vs milling machine question does not need a long answer in this segment. Turning wins because the geometry demands it. API Monogram requirements add documented material traceability, heat treatment records, and dimensional reporting. A shop doing this work correctly has all of that built into its standard process, not offered as an upgrade.
Structural, Manifold and Housing Components: Where Milling Takes Over
Subsea manifold bodies, actuator housings, valve bodies with multiple ported faces, offshore structural brackets. These are milled components. Complex internal geometry, intersecting bores, multi-face features that a lathe physically cannot produce.
In UAE defence and aerospace, 5-axis milling is increasingly standard for titanium and high-nickel alloy parts where weight, tolerance, and material integrity all need to be right at the same time.
Why In-House Mill and Turn in One Dubai Facility Changes Lead Times
Here is the real cost of splitting machining across vendors: a turned shaft needing milled keyways goes to Shop A in Jebel Ali, then to Shop B in Sharjah for the milling op. Add transit, repacking, re-inspection, and scheduling coordination between two facilities. That is days of lead time and two quality handoff points on a single component.
One facility with turning, milling, and surface treatment under one quality system removes all of that. One RFQ, one PO, one delivery, one inspection report.
Accurate Edge runs turning, milling, and electroless nickel plating (ENP) at our Dubai Investment Park facility. Most of the turned and milled components we produce for oil and gas go straight into ENP on site. No transit between vendors, no additional lead time, no secondary inspection at the coating shop.
FAQs: What Engineers and Buyers in the UAE Actually Ask
Is CNC milling more accurate than CNC turning?
No, not as a rule. Both processes deliver high accuracy on different feature types. Turning is most accurate on round features: OD, ID, concentricity. Milling is most accurate on flat surfaces, hole positions, and complex profiles. Match the process to the feature and you get the accuracy you need.
Can CNC turning make non-cylindrical parts?
Standard turning cannot. It produces round, symmetric geometry. CNC lathes with live tooling can add flats, cross-holes, and slots to turned parts while still chucked, but for parts that are fundamentally non-cylindrical, you need a milling machine.
What is the difference between a CNC lathe and a mill-turn machine?
A CNC lathe turns round parts with fixed cutting tools. A mill-turn machine adds a powered secondary spindle in the turret, which drives rotating cutters. It turns and mills in one setup. Higher-end versions add a Y-axis for off-centre milling and a sub-spindle for back-end machining without re-chucking.
Which is faster, CNC turning or milling?
For round parts, turning is faster. Continuous cut, high material removal rate, short cycle times on bar stock. For complex multi-face components, milling is the only option regardless of speed. The more useful question is total lead time from drawing approval to delivery, not just machine cycle time.
How do I know which process to specify on a drawing?
In most cases the geometry tells you. Round, symmetric features mean turning. Complex faces, pockets, and irregular shapes mean milling. If you are genuinely unsure, do not specify the process. Send the drawing and let a competent shop tell you. Any shop worth working with will recommend the right process, not just the one that fills their available machine capacity.
Is CNC turning cheaper than milling?
For parts that suit turning, yes, usually. Bar stock costs less than billet, cycle times are shorter, and setup is simpler for symmetric geometry. But the comparison only holds when both processes are genuinely capable of making the part. When the geometry demands milling, there is no turning shortcut. The part cannot be made any other way.
The Bottom Line: It Is Not About Which Is Better. It Is About What Your Part Needs.
The CNC turning vs milling question is not a debate about which process is superior. It is a geometry question that people dress up as a cost question. The right process is the one that fits the part’s shape, tolerance requirement, and production volume. Not the one with the lower hourly rate on the quotation.
Round and symmetric? Turn it. Flat faces, pockets, and complex profiles? Mill it. Needs both? Get a shop with a mill-turn in-house and stop splitting the work between two vendors.
And if you are sending a drawing to three shops and getting three different process recommendations at three different prices, that is a clear sign that you need to talk to the engineers, not just the estimators.
Work With Engineers Who Review the Drawing First: At Accurate Edge, our engineers review every drawing before quoting. If a part is being over-engineered into milling when turning does the job, we will tell you. Right price, right process, from a facility that does both in-house.